 Presenting a Web-Enhanced Presenting a Web-Enhanced Article from JOM |
 LATEST ISSUE |
|||
TMS QUICK LINKS: |
• TECHNICAL QUESTIONS • NEWS ROOM • ABOUT TMS • SITE MAP • CONTACT US |
JOM QUICK LINKS: |
• COVER GALLERY • CLASSIFIED ADS • SUBJECT INDEXES • AUTHORS KIT • ADVERTISE |
|
| Low-Dimensional Nanomaterials: Overview | Vol. 62, No.5 pp. 35-43 |
of Titanium and Its Alloys
R.R. Boyer
Questions? Contact jom@tms.org. |



|
It is well known that titanium has properties attractive to the aerospace and other industries, and that its applications are limited due to its high cost. This overview will provide those not directly involved with titanium an explanation of why titanium is an attractive material, with aerospace being a primary focus. A brief summary of titanium applications and some of its unique properties will also be discussed. The primary attributes that make titanium an attractive material include an excellent strength-to-weight ratio, providing weight savings attractive to the aerospace and petrochemical industries; corrosion resistance, particularly appealing to the aerospace, chemical, petrochemical and architectural industries; and biological compatibility, of interest to the medical industry. The chemical industry is the largest user of titanium due to its excellent corrosion resistance, particularly in the presence of oxidizing acids. The aerospace industry is the next largest user, primarily due to its elevated (and cryogenic) temperature capabilities and weight savings due to its high strength and low density; with increased use of polymeric graphite fiber reinforced composites on aircraft, the low coefficient of thermal expansion is also an important factor. The ballistic properties of titanium are also excellent on a density-normalized basis. Highlights of titanium applications in other areas will be briefly discussed.
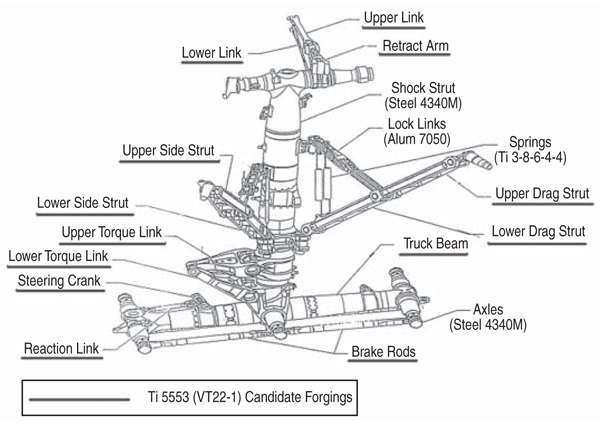
Weight Savings
Space Limitations
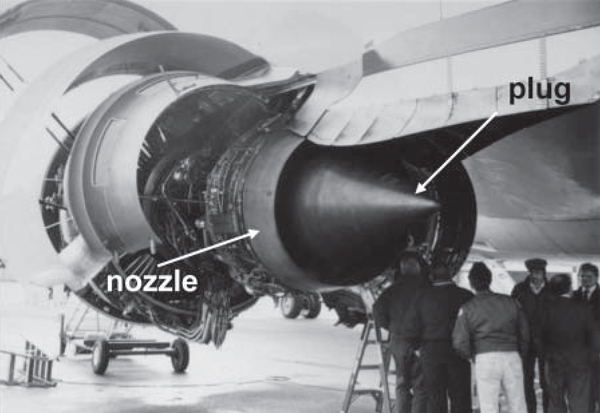
Operating Temperature
Corrosion Resistance
Composites Compatibility
Low Modulus
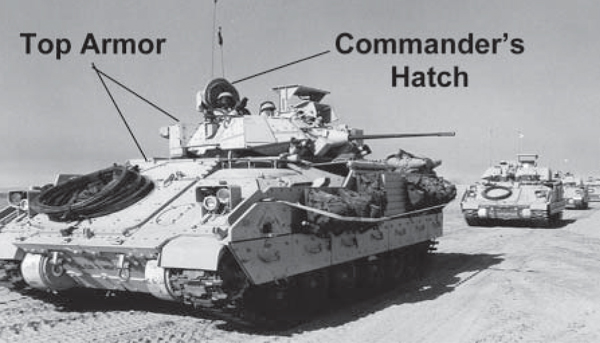
Armor General corrosion resistance has already been discussed. With regard to stress-corrosion cracking (SCC), commercially pure and most titanium alloys are virtually immune unless there is a fresh, sharp crack in the presence of stress. If the titanium is cracked in air, the protective oxide will immediately re-form, and SCC may not occur. If the crack is initiated in sea water, for instance, then SCC could occur on certain high-strength alloys or high oxygen grades of commercially pure titanium. Even here, the SCC may be mitigated if the part is not loaded immediately. Dawson and Pelloux4 showed that fatigue crack growth of Ti-6Al-6V-2Sn can be reduced when tested at a low frequency as long as the stress intensity is below that of the stress corrosion threshold. This is attributed to re-passivation (re-formation of the oxide) in the sea water at the lower frequency whereas there is insufficient time for this to occur at higher frequencies.
The modulus of ß-alloys can be altered
significantly. Ti-15V-3Cr-3Al-3Sn
with 60% cold work had a tensile
strength of ~1,070 MPa with a modulus
of ~7683 GPa. When aged at 480°C
the strength and modulus were ~1,515
MPa and 103 GPa, respectively. Titanium
alloys containing Nb, Zr, and Ta,
referred to as gum metal, developed
for the medical industry, have elastic
moduli as low as 4050 GPa depending
on orientation and processing.
These moduli are close to that of bone,
making it ideal for prosthetic applications.
Cold work decreases the modulus
while increasing the strength.5
As many are aware, the primary factor limiting more extensive use of titanium is its cost. With a signifi cantly higher cost than aluminum and steel alloys, titanium utilization must be justified for each application. There are several factors contributing to this. High energy is required for separation of the metal from the ore. Ingot melting is also energy intensive; in addition its high reactivity requires melting in an inert atmosphere using a water-cooled copper retort or hearth, depending on the melting technique. Machining is also very high cost, on the order of 10100 times slower than the machining of aluminum alloys. It was recently pointed out by Froes7 that a kilogram of aluminum sheet could be purchased for a lower cost than that of a kilogram of titanium sponge, the starting material. This sponge still must be multiple-melted with a master alloy addition, forged or forged and rolled to a size appropriate for sheet bar, put into a pack with multiple sheet bars, rolled to the appropriated thickness and etched and ground to the final thickness to obtain the titanium sheet. With these factors in mind, much of the research and development at Boeing and other original equipment manufactuers and fabricators is being devoted to a reduction of the buy-to-fly ratio of titanium components. For instance, a 40 kg plate may be used to machine out a 5 kg part, meaning almost 90% of the titanium is turned into chips (scrap). Reduction of that buy-to-fly ratio then means one is procuring a reduced weight of a very expensive material, and also reducing the amount of machining being done on that material. Several technologies are being pursued to accomplish this. These include welding, greater use of extrusions where appropriate, superplastic forming and superplastic forming with diffusion bonding, hot stretch forming to obtain more precise formed shapes, and even powder metallurgy. With regard to welding, both fusion and solid-state welding are being investigated. An example of the buy-to-fly reduction which can be achieved via laser welding is illustrated in Figure 4. Electron beam and friction stir and linear friction welding are also being studied. Alloys with improved machinability are also being pursued. Titanium is an attractive material for numerous industries, but its utilization has been restricted. A broad range of activities are underway to reduce this cost. Significant cost reductions could greatly expand the industrial base. The U.S. Army would like to use it for reduced weight of armored vehicles, the U.S. Navy would like to use it for the superstructure of some of its surface ships as they tend to get top heavy, the chemical/petrochemical industry could take greater advantage of its corrosion resistance, and the aerospace industry would use more for weight savings if the price can be driven down. If these industries could be penetrated in a significant way, the industrial base for titanium would expand significantly which should reduce and stabilize the cost. At present, with the only volume users being the chemical and aerospace industries, when the aerospace industry has a significant pickup in orders, such as when the Boeing 787 gets up to production rate, the Boeing requirements will be very high, and the price will go up. This means that some of the industries with a positive but marginal business case may drop their titanium usage. If the price gets to the point where the market can be significantly expanded, the prices should be more stable. ACKNOWLEDGEMENTS The author would like to express his thanks to Dr. J.C. Williams, Honda Chair at The Ohio State University and J.C. Fanning, Manager, Structural Applications Development at TIMET, Henderson, Nevada for their helpful comments and information provided. REFERENCES 1. R.R. Boyer, Thermec 2003, International Conference on Processing and Manufacturing of Advanced Materials (Zurich: Trans Tech Publications, 2003).2. J.C. Fanning, Titanium 99 Science and Technology (St. Petersburg, Russia: CRISM, Promety, 2000). 3. M. Burkins et al., The Mechanical and Ballistic Properties of an Electron Beam Single Melt of Ti- 6A1-4V Plate, Army Research Laboratory Report No. ARL-MR-515 (May 2001), www.arl.army.mil/arlreports/2001/ARL-MR-515.pdf. 4. D.B. Dawson and R.M. Pelloux, Met. Trans., 58 (8) (1974), p. 723. 5. H. Tobe et al., Ti-2007 Science and Technology (Sendai, Japan: JIM, 2007), p. 1449. 6. F.R. Larson, Texture in Titanium Sheet and Its Effect on Plastic Flow Properties, AMRA TR-65-24 (Alexandria, VA: National Technical Information Service, 1965). 7. F.H. Froes and M.A. Imam, Cost Affordable Developments in Titanium Technology and Applications, Cost Affordable Titanium III, ed. M.A. Imam, F.H. Froes, and K.F. Dring (Zurich: Trans Tech Publications, 2010), pp. 112. R.R. Boyer is a technical fellow with The Boeing Company, Seattle, WA 98124; rodney.r.boyer@boeing.com. |